



 服务热线:
服务热线:
新带锯条怎样开展磨合 新锯条在宣布应用前一定要开展磨合。一条沒有磨合或沒有磨合好的锯条的使用期限是一条磨合好的锯条的1/2或越来越少。锯条磨合时只有应用一半的一切正常进给工作压力/速度和锯切速率,直至锯出300—1000cm2的表层地区。随后慢慢将进给速度和锯切速率提升到标准值。
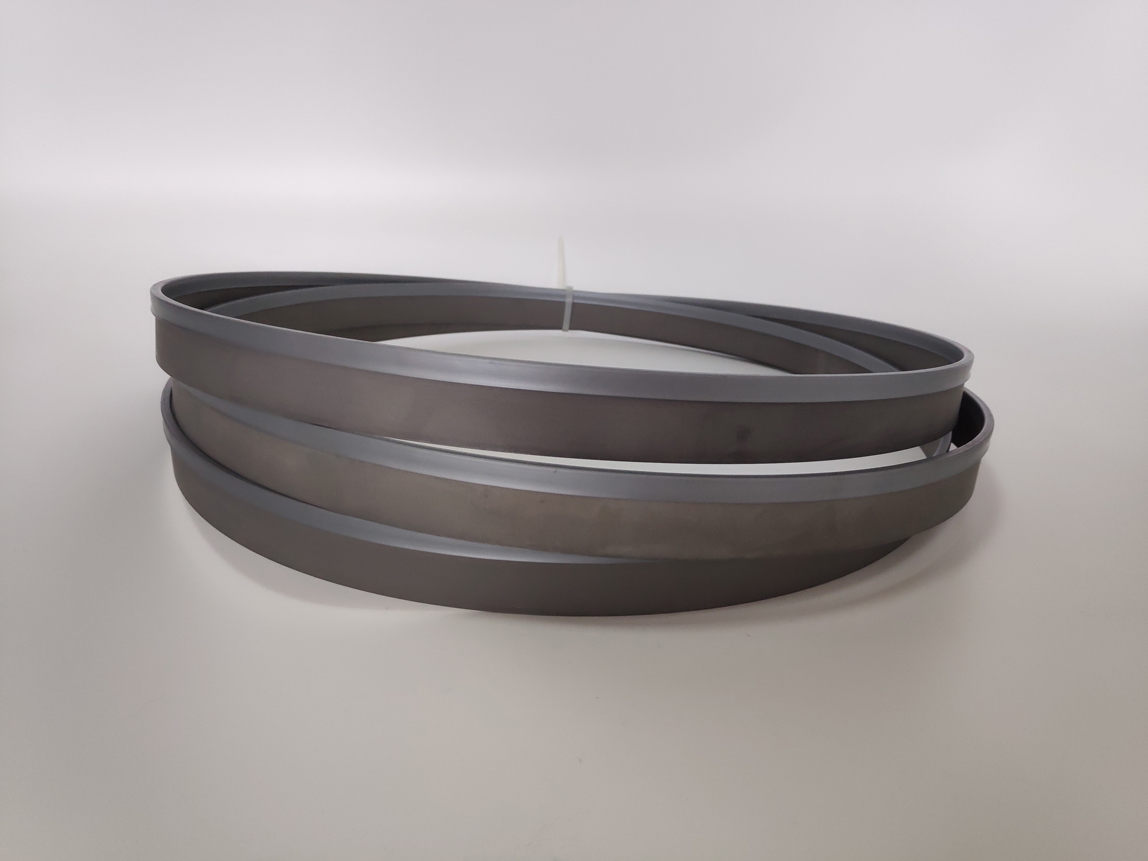
1、带锯条锯齿齿锯:锯齿齿距的正确选择与进给率及锯切速度的选择一样重要。锯齿过密容易造成带锯条断裂、锯痕弯曲和锯齿磨损过快。锯齿过密齿间空隙被添满,锯齿易断裂。2、带锯条锯齿齿形:每一种齿形设计都具有理想的应用,齿形过弱造成锯齿断裂,齿形选择错误锯齿磨损过快。3、磨合:每一条带锯条都应磨合,以获得最大限度的使用寿命。带锯磨合不当,就会造成锯齿磨损过快,振动力大,易造成产品表面粗糙。4、带锯寿命:所有的带锯条都会因磨损而报废,注意磨损迹象。锯齿已磨损易造成锯痕弯曲和带锯条打滑,同时产品表面粗糙。
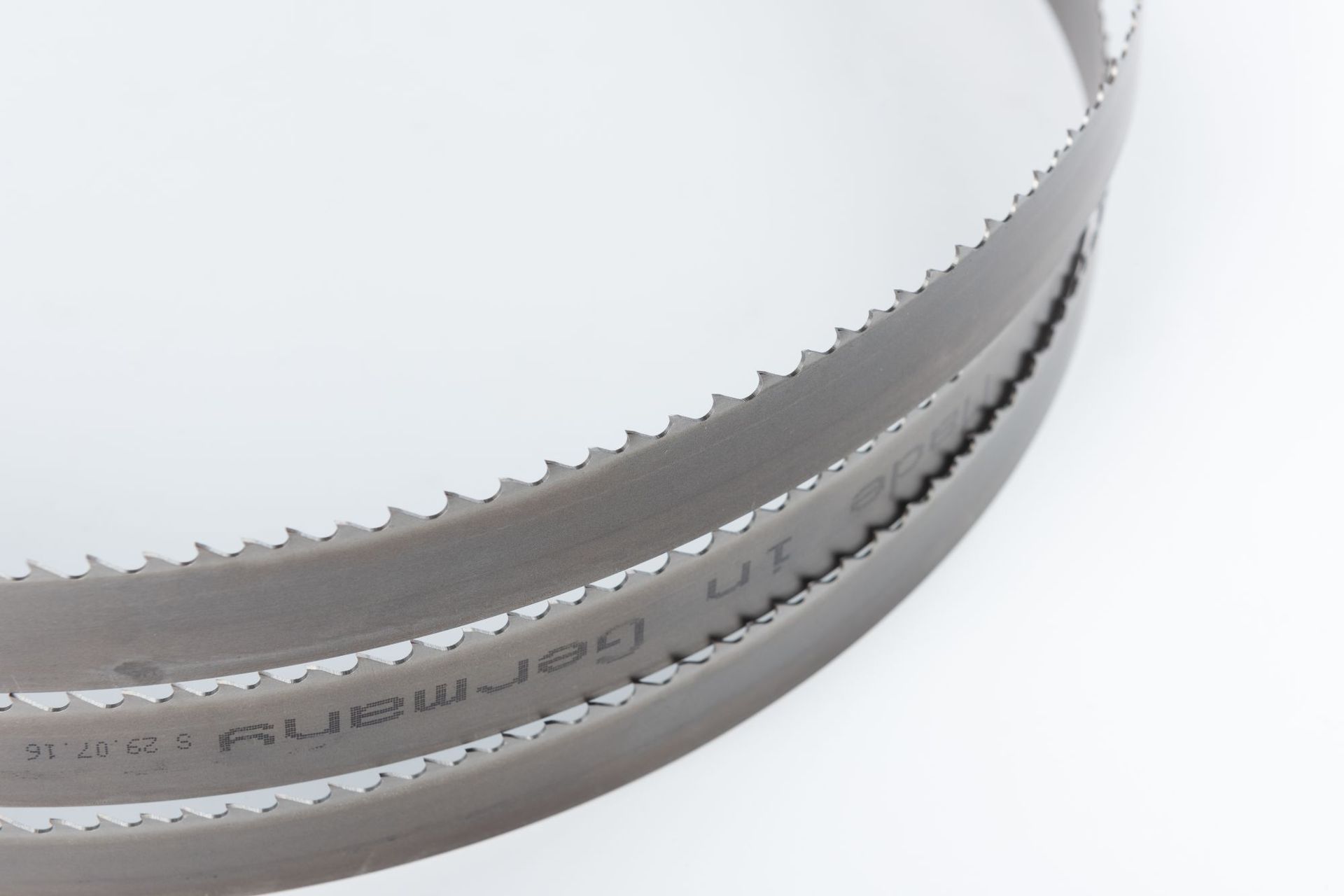
而切削力越大,这个附加压力也越大。从而为锯条背边减压,有效地保护了锯条的背边受损,延长了锯条寿命。采用小进给压力和适中的线速度切割会有效地提高工作效率。缺点:不适宜大进给压力和高速切割。适用范围:勾齿等齿和勾齿变齿是标准齿的改进,合理的选择使用勾齿型双金属带锯条将提高锯割效率和节省锯条,降低成本。

随着锯切难度的加大,可以进一步选择其双金属的高低齿系列进行锯切,这种锯条对齿形进行了特殊设计,有效的减小了切削中的切削力,并减少切削中材料中的硬点对刀具的摩擦,并且排屑性能也有所提升,从而使带锯寿命得到比较大的延长。高温合金还有切削变形大,加工硬化倾向大,切削力大,切削温度高等特点,导致这类材料锯切难度特别大,锯切中很容易导致齿尖磨损,切斜。




